壓克力厚件加工的生產流程與一般塑膠射出無異,但因為「厚件」的需求而跟常見的3C、電器產品的塑膠外殼的生產技術有著相當大的差別,當塑膠射出的厚度越厚時,越容易會有真空氣泡和縮水的問題,所以相較其他製品而言,注重外觀的壓克力、塑膠生活家用品更顯得重要,需要依靠技師的經驗,掌握成型條件來解決。
當熔融的塑料射出成型後,在模具中會逐漸冷卻固化成形,但是在厚壁的區域,中心冷卻較慢仍然有塑性,就會產生氣泡;相反的就會向中心收縮讓表面凹陷;這之間的控制變因從產品設計、模具設計到射出參數設定,每一個階段都是細節。
因此在模具設計階段就要考量塑膠在模穴內流動的情形,尤其是入料口的位置,要得以讓塑料順利充飽模穴、在射出時冷卻速度趨於一致,以降低產品的收縮率、減少真空泡的產生。三十年厚件射出經驗的瀚勝,師傅都是絕佳的老手,可以在一開始就先判斷產品的結構上會有什麼問題,即時在設計、模具階段做調整,現在有了電腦軟體來計算模流溫度更可以精密的判斷,進行電腦修模。
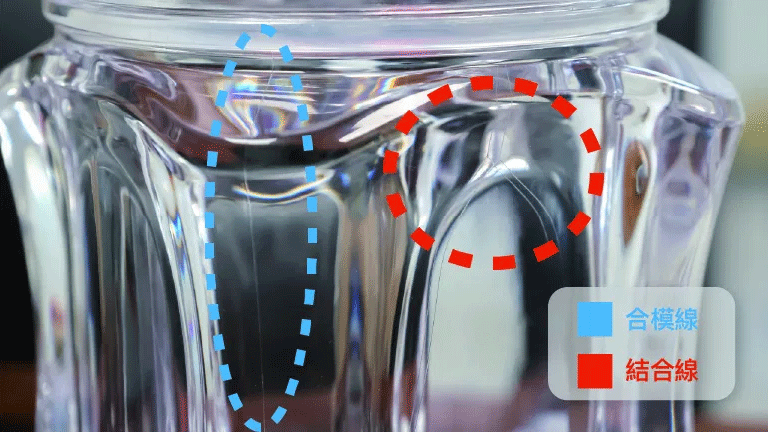
這樣透明的產品,在外觀上的要求是極高的,模具的最佳化和射出機台的精度與成型條件相當重要。當模具內熔融狀的塑料在流動時互相交會,不免會成結合線(熔合線),當結合線太粗就會影響到精緻度,但偏偏不規則的厚件容易讓塑膠在成型時會有多處匯流處,為了避免外觀受到影響,瀚勝的結合線也控制在最佳位置,這之中不只模具設計,模具預熱溫度、射出速度與壓力、射出前進時間等參數都會有影響,必要時也會用分次射出來控制熔融狀塑料的走向,一切需要經驗與細心。
即使控制得宜,成品脫模後,還是會因內外冷卻速度不同產生縮水痕,除了事前預先考量縮水部分調整設計、降低模溫之外,有時會泡水平衡塑膠各處冷卻的速度,有時也會用自製的輔助道具來防止降溫時變形

 圖片提供:
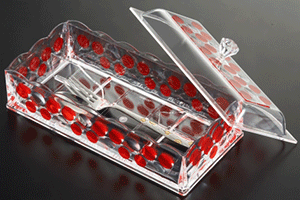
圖片提供:除了將壓克力射出做到如同水晶玻璃般的極致清澈品質之外,瀚勝國際還以「實物灌膠(灌模)技術」為主打,所生產的灌膠產品擄獲全球顧客的喜愛。而實物灌膠技術的特殊之處在於上蓋處會用環氧樹脂封入裝飾品,一來讓成品更加美觀,二來更能一目瞭然罐內填裝的物料,不論是香料罐、儲物密封罐、收納盒都有製作。
不過實物灌膠技術的工序繁複,首先瓶罐需要先經過真空處理後,師傅用膠打底,再放入經過特殊處理的裝飾品,如香料、花材,每一種裝飾品分別會有不同的特殊處理方式,有些需要先乾燥、有些需要先脫水等繁雜步驟,才能放入後透過樹脂封起,整個後加工製程十分耗時,少最少需要一至二天才能完成,且有許多細節需要額外注意。
封蓋用的環氧樹脂會因為溫濕度產生化學變化,其次透明成品不能產生任何氣泡,所以灌膠的速度要控制得宜,且擺放裝飾物必須仰賴人工,因此每一位技師必須具備有一定的審美觀,才能讓成品呈現該有的質感與細緻度,這同時都還兼顧出貨速度,以免影響顧客交期。因此光是教育訓練上,一位師傅至少需要培育一年才能達到瀚勝國際的要求,是目前國內產業界中少有灌膠技術

 圖片提供:
圖片提供:瀚勝國際除了獨特的壓克力灌膠工藝外,還提供了壓克力燙金、印刷噴漆的技術服務,可將顧客指定的圖案烙印在壓克力上,這種特殊技術讓塑膠、壓克力製品多了更多樣變化,深受歐洲及中東、印度顧客的喜愛,這些顧客也經常將特定原料提供給瀚勝國際,使其製做出更多創意的激盪的工藝製品。